QC3|QC7つ道具(1)層別・パレート図・特性要因図の使い方
QC3の試験で必ず出題されるのが「QC7つ道具」です。これは製造現場で発生する問題を解決するための7つの基本ツールで、データを可視化し、原因を特定し、改善につなげるために欠かせません。
この記事では、QC7つ道具の中でも特に重要な「層別」「パレート図」「特性要因図」の3つについて、基本的な考え方から実際の使い方、QC3試験での頻出ポイントまでを詳しく解説します。これらのツールは単独で使うこともありますが、組み合わせることでより効果的な問題解決が可能になります。
QC3では、各ツールの定義や目的を問う問題だけでなく、実際のデータを使った作成方法や読み取り方を問う問題も出題されます。この記事を読むことで、試験対策だけでなく、実務での活用イメージも掴めるはずです。
目次
QC7つ道具とは|品質管理の基本ツール
QC7つ道具の全体像
QC7つ道具とは、品質管理活動において、データを収集・整理・分析するための7つの基本的な手法です。具体的には、層別、パレート図、特性要因図、ヒストグラム、散布図、チェックシート、グラフの7つで構成されています。
これらのツールは1950年代から日本の製造業で活用され、品質向上と不良削減に大きく貢献してきました。特別な統計知識がなくても使えるシンプルさと、誰が見ても理解しやすい視覚的な表現が特徴です。
現代の製造現場では、これらのツールをExcelやデジタルツールで作成することも増えていますが、基本的な考え方と作成手順を理解しておくことは、QC3合格のためにも実務のためにも重要です。
データに基づく問題解決の重要性
製造現場では「勘や経験」に頼った判断が行われることもありますが、QC7つ道具を使うことで、客観的なデータに基づいた意思決定が可能になります。たとえば「不良が多い」という漠然とした認識を、パレート図で「どの不良が何件発生しているか」という具体的な数値で示すことができます。
データを可視化することで、問題の優先順位が明確になり、限られた人員や予算を最も効果的な改善活動に集中できます。また、改善前後のデータを比較することで、施策の効果を客観的に評価することもできます。
QC3での出題頻度
QC3の試験では、QC7つ道具は「手法分野」で出題されます。特に層別、パレート図、特性要因図の3つは出題頻度が高く、毎回の試験で何らかの形で問われると考えておくべきです。
出題パターンとしては、各ツールの定義や目的を問う知識問題、実際のデータからグラフを作成する計算問題、完成したグラフを読み取って改善策を考える応用問題などがあります。暗記だけでなく、実際に手を動かして作成できるレベルまで理解を深めることが合格への近道です。
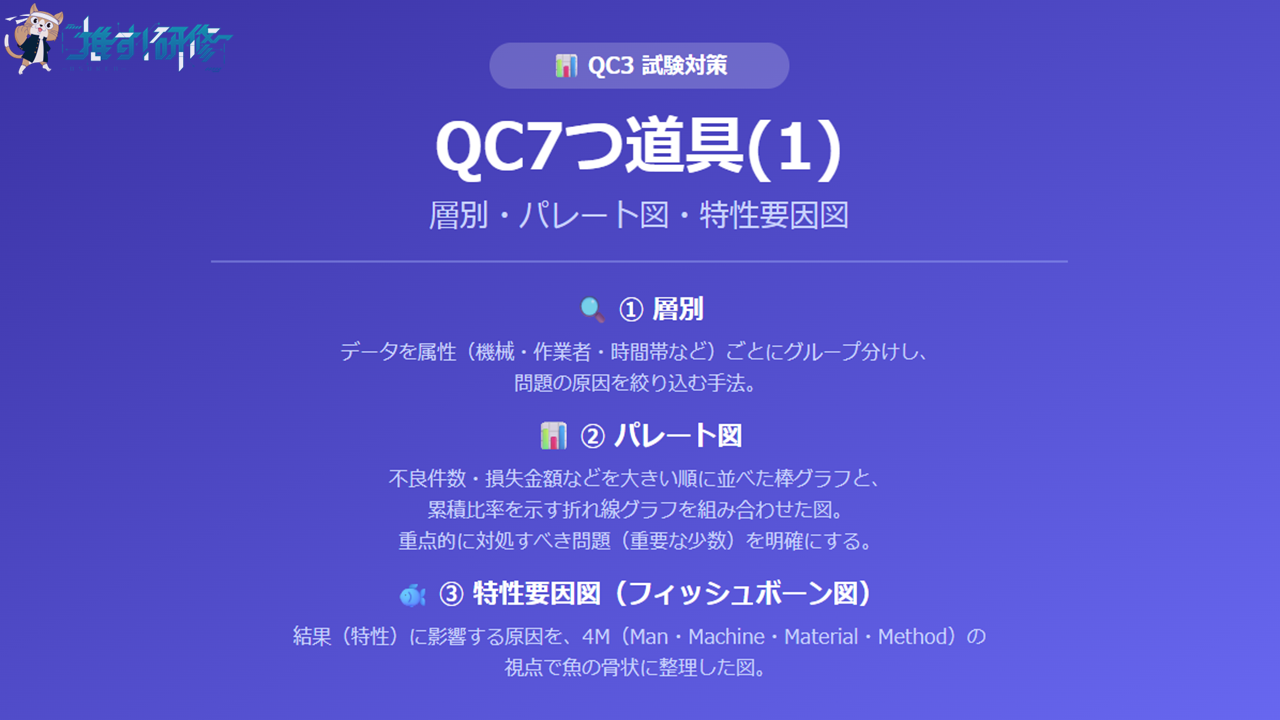
①層別|データを分類して真の原因を見つける
層別とは何か
層別とは、データを特定の基準で分類・整理する手法です。「層別」という言葉は少し難しく感じるかもしれませんが、簡単に言えば「データを分ける」ことです。全体のデータをそのまま見ても原因が分からない場合に、作業者別、機械別、時間帯別、ロット別などの基準で分けることで、問題の真の原因が見えてくることがあります。
たとえば、ある製品の不良率が全体で5%だったとします。このデータだけでは「どこに問題があるのか」が分かりません。しかし、作業者別に層別してみると、特定の作業者だけ不良率が10%と高いことが判明するかもしれません。これにより、その作業者の作業方法や教育に問題があるという仮説が立てられます。
層別は他のQC7つ道具と組み合わせて使うことも多く、たとえばパレート図を作成する前に層別を行い、複数のパレート図を比較することで、より深い分析が可能になります。
層別の目的と効果
層別の主な目的は、バラツキの原因を特定することです。製造現場では様々な要因が複雑に絡み合って品質に影響を与えています。全体のデータだけを見ていても、どの要因が最も影響しているのかが分かりません。
層別を行うことで、データのバラツキが「偶然によるもの」なのか「特定の要因によるもの」なのかを見分けることができます。特定の層で明らかに傾向が異なる場合、その層に問題の原因が潜んでいる可能性が高いと判断できます。
また、層別は改善活動の効率化にも役立ちます。全体に対して一律の対策を打つのではなく、問題のある層に絞って対策を講じることで、費用対効果の高い改善が実現できます。
層別の具体例(製造現場での活用)
製造現場での層別の具体例をいくつか紹介します。
ある自動車部品メーカーでは、塗装工程で色ムラの不良が発生していました。最初は「塗料の品質が悪い」と考えられていましたが、層別分析を行ったところ、午前中と午後で不良率に差があることが判明しました。さらに調査すると、午後は室温が上がることで塗料の粘度が変化していたことが原因だと分かり、温度管理を徹底することで不良を削減できました。
別の事例では、プラスチック成形工程で寸法不良が発生していました。機械別に層別したところ、特定の1台だけ不良率が高いことが分かりました。その機械を点検すると、金型の摩耗が進んでいたことが判明し、金型を交換することで問題が解決しました。
このように、層別は「なんとなく不良が多い」という状態から「どこに問題があるのか」を具体的に特定するための強力なツールです。
層別の実施手順
層別を実施する際の基本的な手順は以下の通りです。
まず、層別の基準を決めます。一般的な基準としては、4M(Man:作業者、Machine:機械、Material:材料、Method:方法)や、時間(時間帯、曜日、季節)、場所(工場、ライン、工程)などがあります。どの基準で層別するかは、問題の性質や現場の状況によって判断します。
次に、データを収集します。各層ごとにデータを分けて記録できるように、チェックシートなどを活用します。データ数が少なすぎると傾向が見えにくいため、十分な量のデータを集めることが重要です。
収集したデータを基準ごとに整理し、グラフや表にまとめます。棒グラフや折れ線グラフを使うと、層ごとの違いが視覚的に分かりやすくなります。
最後に、層ごとのデータを比較し、明らかに傾向が異なる層がないかを確認します。差が見られた場合は、その層に問題の原因がある可能性が高いため、さらに詳しく調査します。
QC3での頻出ポイント
QC3の試験では、層別に関して以下のような問題が出題されます。
まず、「層別とは何か」という定義を問う問題です。「データを特定の基準で分類・整理すること」という基本的な説明ができるようにしておきましょう。
また、「どのような場面で層別を使うか」という目的を問う問題もよく出ます。「バラツキの原因を特定するため」「他のQC7つ道具と組み合わせて使うため」といった点を押さえておくことが重要です。
さらに、具体的な事例を示して「どの基準で層別すべきか」を問う問題も出題されます。たとえば「作業者によって不良率が異なる可能性がある場合、どのように層別するか」といった問題です。4Mなどの一般的な基準を理解し、状況に応じて適切な基準を選べるようにしておきましょう。


②パレート図|重点課題を明確にする
パレート図とは何か
パレート図とは、データを大きい順に並べた棒グラフと、累積比率を示す折れ線グラフを組み合わせたグラフです。不良の種類別件数、クレームの内容別件数など、カテゴリー別のデータを可視化する際に使います。
パレート図の最大の特徴は、「どの項目が全体に対して大きな影響を与えているか」が一目で分かることです。製造現場では様々な種類の不良が発生しますが、その中でどれを優先的に対策すべきかを判断する際に、パレート図が非常に有効です。
QC3の試験では、パレート図の作成方法だけでなく、完成したパレート図を読み取って「どの項目を優先的に改善すべきか」を判断する問題も出題されます。
パレートの法則(80:20の法則)
パレート図の背景にあるのが「パレートの法則」です。これは「全体の結果の80%は、20%の要因によって生み出されている」という経験則で、「80:20の法則」とも呼ばれます。
製造現場に当てはめると、「全体の不良の80%は、上位20%の不良要因によって発生している」ということになります。つまり、多くの場合、少数の重要な要因に対策を講じることで、大部分の問題を解決できるということです。
ただし、この比率は必ずしも正確に80:20になるわけではなく、70:30や90:10になることもあります。重要なのは「少数の重要な要因に集中して対策する」という考え方です。
パレート図を使うことで、この法則を視覚的に確認でき、限られた時間や予算を最も効果的に活用できます。
パレート図の作成方法
パレート図の作成手順を具体的に説明します。
まず、データを収集します。たとえば、1か月間に発生した不良を種類別に集計します。「キズ50件、寸法不良30件、色ムラ15件、異物混入10件、その他5件」といったデータです。
次に、データを件数の多い順に並べ替えます。この例では「キズ、寸法不良、色ムラ、異物混入、その他」の順になります。
それぞれの累積件数と累積比率を計算します。キズは50件で累積比率45.5%、寸法不良まで含めると80件で72.7%、色ムラまでで95件で86.4%…といった具合です。
横軸に不良の種類、左側の縦軸に件数、右側の縦軸に累積比率(%)を設定します。件数を棒グラフで表し、累積比率を折れ線グラフで表します。
最後に、累積比率80%のラインを引きます。このラインより左側(累積比率80%までに含まれる項目)が重点的に対策すべき項目となります。
パレート図の読み取り方と活用例
完成したパレート図からは、以下のような情報を読み取ることができます。
まず、どの項目が最も件数が多いかが一目で分かります。棒グラフの高さを見れば、最も発生頻度の高い不良が分かります。
次に、累積比率80%に達するまでにどの項目が含まれるかを確認します。先ほどの例では、キズと寸法不良の2つで全体の72.7%を占めているため、この2つを優先的に対策すれば、大部分の不良を削減できることが分かります。
実際の製造現場では、パレート図を改善前と改善後で比較することも効果的です。たとえば、キズに対策を講じた後にパレート図を作り直すと、キズの件数が減少し、相対的に他の不良が目立つようになります。この繰り返しによって、継続的な品質改善が実現できます。
また、層別と組み合わせることで、より深い分析も可能です。たとえば、作業者別にパレート図を作成し、比較することで、特定の作業者で特定の不良が多いといった傾向を発見できます。
QC3での頻出ポイント
QC3の試験では、パレート図に関して以下のような問題が頻出します。
まず、パレート図の定義や目的を問う問題です。「データを大きい順に並べた棒グラフと累積比率の折れ線グラフを組み合わせたもの」「重点課題を明確にするために使う」といった説明ができるようにしておきましょう。
また、実際のデータが与えられて、パレート図を作成する問題も出題されます。データを大きい順に並べ替え、累積比率を計算する手順をしっかり練習しておくことが重要です。
さらに、完成したパレート図を見て「どの項目を優先的に改善すべきか」を答える問題も出ます。累積比率80%のラインを基準に判断する考え方を理解しておきましょう。
計算問題では、累積比率の計算で小数点以下の処理(四捨五入など)に注意が必要です。問題文の指示に従って正確に計算しましょう。
③特性要因図(魚の骨図)|原因を体系的に整理する
特性要因図とは何か
特性要因図とは、問題(特性)とその原因(要因)の関係を体系的に整理するための図です。魚の骨のような形をしていることから「魚の骨図」、考案者の名前から「石川ダイアグラム」とも呼ばれます。
パレート図が「どの問題を優先すべきか」を明らかにするのに対し、特性要因図は「なぜその問題が発生するのか」という原因を洗い出すために使います。
特性要因図の右端に「解決したい問題」を書き、その問題に影響を与える可能性のある要因を左側に枝分かれさせながら書き込んでいきます。ブレインストーミングと組み合わせて使うことで、チーム全員の知識や経験を集約し、原因の見落としを防ぐことができます。
特性要因図の構造(4M・5M・6M)
特性要因図を作成する際は、要因を体系的に整理するために「4M」「5M」「6M」といった分類を使います。
4Mは、Man(人)、Machine(機械)、Material(材料)、Method(方法)の4つです。製造現場で発生する問題の多くは、この4つのいずれかに原因があると考えられます。
5Mは、4Mに「Measurement(測定)」を加えたものです。測定器の精度や測定方法の問題が品質に影響することもあるため、より詳しく分析したい場合に使います。
6Mは、5Mに「Management(管理)」または「Mother Nature(環境)」を加えたものです。温度や湿度などの環境要因、あるいは作業指示や管理体制の問題を明確にしたい場合に使います。
QC3の試験では、4Mが最もよく出題されます。それぞれのMに当てはまる具体的な要因の例を理解しておくことが重要です。
特性要因図の作成手順
特性要因図の作成手順は以下の通りです。
まず、解決したい問題(特性)を明確にします。「寸法不良が多い」「納期遅延が発生している」など、具体的な問題を一つ設定します。
次に、紙の右端に問題を書き、左から右に向かって太い矢印(背骨)を引きます。この矢印が魚の骨の背骨に当たります。
背骨に対して斜めに大骨を引き、それぞれに4M(人、機械、材料、方法)を割り当てます。この大骨が魚のあばら骨に当たります。
各大骨に対して、具体的な要因を書き込んでいきます。たとえば「人」の大骨には「作業者のスキル不足」「疲労」「作業手順の理解不足」などの中骨を追加します。さらに、中骨に対して「なぜそうなるのか」を掘り下げて小骨を追加することもできます。
チーム全員でブレインストーミングを行い、思いつく限りの要因を書き出します。この段階では、実際に原因かどうかは問わず、可能性のあるものは全て書き出すことが重要です。
最後に、書き出された要因の中から、最も影響が大きそうなものを絞り込み、実際にデータを取って検証します。
特性要因図の活用例
特性要因図は、製造現場の様々な問題解決に活用されています。
ある食品工場では、「製品の賞味期限内に変色が発生する」という問題がありました。特性要因図を使って原因を洗い出したところ、材料(原料の保管状態)、機械(充填機のシール不良)、方法(殺菌温度の設定)など、複数の要因が候補として挙がりました。それぞれを検証した結果、充填機のシール不良が主な原因であることが判明し、機械のメンテナンスを強化することで問題を解決できました。
別の事例では、「納期遅延が頻発している」という問題に対して特性要因図を作成しました。人(作業者の配置)、機械(設備の故障頻度)、方法(生産計画の精度)などの要因を整理し、特に生産計画の精度に問題があることが分かりました。需要予測の方法を見直すことで、納期遵守率が向上しました。
このように、特性要因図は複雑に絡み合った問題の原因を整理し、チーム全員で共通認識を持つために非常に有効なツールです。
QC3での頻出ポイント
QC3の試験では、特性要因図に関して以下のような問題が出題されます。
まず、特性要因図の定義や別名を問う問題です。「問題とその原因の関係を体系的に整理する図」「魚の骨図」「石川ダイアグラム」といった用語を覚えておきましょう。
また、4M・5M・6Mの内容を問う問題も頻出です。それぞれのMが何を意味するか、具体的にどのような要因が含まれるかを理解しておくことが重要です。
さらに、具体的な問題が示されて「どの要因を大骨に書くべきか」「どのMに分類されるか」を問う問題も出ます。たとえば「作業者のスキル不足」はMan(人)、「金型の摩耗」はMachine(機械)に分類されます。
特性要因図は他のQC7つ道具と組み合わせて使うことも多く、「パレート図で重点課題を特定した後、特性要因図で原因を洗い出す」という流れを理解しておくと、応用問題にも対応できます。
3つのツールの使い分け|どの場面でどのツールを使うか
層別・パレート図・特性要因図の比較表
3つのツールの特徴を表にまとめると以下のようになります。
| ツール | 目的 | 使う場面 | 得られる情報 |
|---|---|---|---|
| 層別 | データの分類・整理 | バラツキの原因を特定したい | どの層に問題があるか |
| パレート図 | 重点課題の明確化 | 優先順位を決めたい | どの項目を優先すべきか |
| 特性要因図 | 原因の体系的整理 | 原因を洗い出したい | 何が原因の可能性があるか |
層別は「データを分ける」ことで原因の方向性を絞り込みます。パレート図は「優先順位を決める」ことで限られたリソースを効果的に使えるようにします。特性要因図は「原因を洗い出す」ことで見落としを防ぎます。
これらのツールは単独で使うこともできますが、組み合わせることでより強力な問題解決が可能になります。
問題解決の流れとツールの組み合わせ
実際の問題解決では、これらのツールを以下のような流れで組み合わせて使います。
まず、データを収集してパレート図を作成し、どの問題を優先的に解決すべきかを明確にします。たとえば「寸法不良が全体の不良の50%を占めている」ことが分かれば、寸法不良に焦点を当てて対策を考えます。
次に、優先度の高い問題に対して層別を行い、原因の方向性を絞り込みます。寸法不良を機械別に層別したところ、特定の1台だけ不良率が高いことが分かれば、その機械に何らかの問題があると推測できます。
さらに、特性要因図を使って、その機械でなぜ寸法不良が発生するのかを体系的に洗い出します。金型の摩耗、温度設定のズレ、作業者の設定ミスなど、考えられる要因を全て書き出し、優先順位をつけて検証していきます。
このように、3つのツールを組み合わせることで、「何が問題か」→「どこに原因がありそうか」→「具体的に何が原因か」という流れで、効率的に問題解決を進めることができます。
QC3合格のための学習ポイント
頻出問題のパターン
QC3の試験では、層別・パレート図・特性要因図に関して以下のようなパターンで出題されます。
まず、各ツールの定義や目的を問う知識問題です。「層別とは何か」「パレート図の目的は何か」「特性要因図の別名は何か」といった基本的な内容を確実に押さえておきましょう。
次に、具体的な事例を示して「どのツールを使うべきか」を問う問題があります。問題文をよく読み、「優先順位を決めたい」ならパレート図、「原因を洗い出したい」なら特性要因図というように、目的に応じて適切なツールを選べるようにしておきましょう。
また、実際のデータが与えられてパレート図を作成する計算問題も頻出です。データの並べ替え、累積件数・累積比率の計算を正確に行えるように練習しておくことが重要です。
さらに、完成したパレート図や特性要因図を見て、読み取った内容や改善策を答える問題も出ます。グラフから何が読み取れるか、どの項目を優先すべきかを論理的に説明できるようにしておきましょう。
各ツールの計算問題への対応
パレート図の作成では、累積比率の計算が重要です。各項目の件数を合計で割り、100をかけて百分率に変換します。小数点以下の処理については、問題文の指示に従いましょう。
計算結果が選択肢と合わない場合は、計算ミスの可能性があります。焦らず、もう一度最初から計算し直すことが大切です。よくあるミスは、データの並べ替え忘れ、累積計算の間違い、小数点の位置ミスなどです。
練習問題を解く際は、時間を計りながら取り組むことで、本番での時間配分の感覚を養うことができます。
効率的な暗記方法
QC3の試験では、各ツールの定義や4Mの内容など、暗記が必要な部分もあります。効率的に覚えるためのポイントをいくつか紹介します。
まず、用語を単独で覚えるのではなく、実際の使用場面とセットで覚えることが有効です。たとえば「層別は作業者別にデータを分けるときに使う」というように、具体例と一緒に記憶すると定着しやすくなります。
4Mについては、「Man(人)、Machine(機械)、Material(材料)、Method(方法)」という順番で覚え、それぞれに当てはまる具体例を3つずつ挙げられるようにしておくと良いでしょう。
また、過去問を繰り返し解くことも効果的です。同じような問題が形を変えて出題されることが多いため、過去問で出題パターンに慣れておくことが合格への近道です。
間違えた問題はノートにまとめ、試験直前に見直すようにしましょう。自分がどこで間違えやすいかを把握しておくことで、本番でのミスを減らすことができます。
まとめ:層別・パレート図・特性要因図を使いこなそう
この記事では、QC7つ道具の中でも特に重要な「層別」「パレート図」「特性要因図」の3つについて解説しました。
層別はデータを分類して原因の方向性を絞り込むツール、パレート図は優先順位を明確にするツール、特性要因図は原因を体系的に洗い出すツールです。これらを単独で使うだけでなく、組み合わせることで、より効果的な問題解決が可能になります。
QC3の試験では、各ツールの定義や目的を問う問題だけでなく、実際のデータを使った作成方法や読み取り方を問う問題も出題されます。過去問を繰り返し解き、実際に手を動かして練習することが合格への近道です。
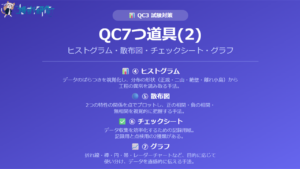
次回の記事では、QC7つ道具の残り4つ「ヒストグラム」、「散布図」、「チェックシート」、「グラフ」について詳しく解説します。QC3合格を目指して、一緒に頑張りましょう!