QC3|工程能力指数 Cp・Cpkの計算方法と評価基準 QC Level 3 | Process Capability Index: Cp and Cpk Calculation and Evaluation Criteria
QC3の試験では、「工程能力指数」は計算問題・概念問題の両面で繰り返し出題される重要テーマです。「数式が出てくるから難しそう」と感じる方も多いですが、仕組みをひとつずつ丁寧に理解すれば、確実に得点できる分野です。
In the QC Level 3 exam, “process capability index” is an important topic that is tested repeatedly in both calculation and concept questions. Many candidates feel intimidated by the formulas, but this is a section where you can reliably score points once you understand the underlying logic step by step.
本記事では、工程能力指数の定義・計算方法・評価基準・ヒストグラムとの関係・改善の考え方まで、試験頻出ポイントを中心にやさしく解説します。
This article provides a clear, exam-focused explanation covering the definition of process capability index, calculation methods, evaluation criteria, its relationship to histograms, and the approach to improvement.
目次
工程能力指数とは What Is the Process Capability Index?
定義と目的 Definition and Purpose
工程能力指数とは、安定した工程において、製品のばらつきが規格に対してどれだけ余裕をもって収まっているかを定量的に評価するための指標です。数値が大きいほど、規格に対してばらつきが小さく、工程能力が高いことを意味します。
The process capability index is a quantitative measure that evaluates how much margin a stable process has in keeping its product variation within the specification limits. A higher value means the variation is smaller relative to the specifications, indicating higher process capability.
工程能力指数は工程が安定状態にあることを前提として使用します。工程が安定しているかどうかは、管理図を用いて確認します。また、工程能力指数はヒストグラムと組み合わせて活用することで、ばらつきの状態を視覚的にも確認することができます。
The process capability index is used on the premise that the process is in a stable (statistically controlled) state. Whether a process is stable is confirmed using a control chart. The process capability index is also used in combination with a histogram, which allows the state of variation to be visually confirmed at the same time.
工程能力指数の計算方法 How to Calculate the Process Capability Index
工程能力指数には、規格の設定方法に応じて3つの計算パターンがあります。それぞれの計算式と使い分けをしっかり理解しておきましょう。
There are three calculation patterns for the process capability index, depending on how the specifications are set. Make sure you understand each formula and when to apply it.
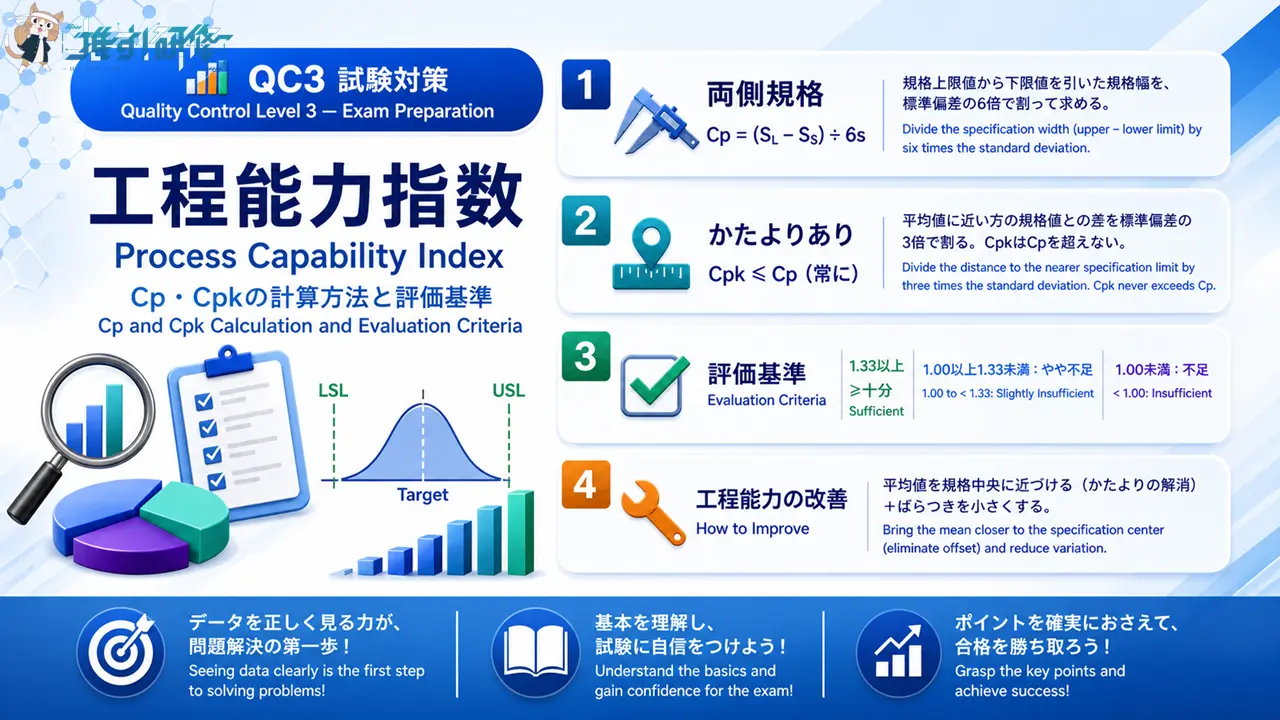
① 両側規格の場合(Cp) ① Two-Sided Specifications (Cp)
上限と下限の両方が定められている規格を両側規格といいます。この場合の工程能力指数 Cp は、規格の幅(上限値-下限値)をデータのばらつき(標準偏差 s)の6倍で割って求めます。
A specification that has both an upper limit and a lower limit is called a two-sided specification. The process capability index Cp for this case is calculated by dividing the specification width (upper limit − lower limit) by six times the standard deviation s.
Cp = 規格上限値 − 規格下限値 6s = SU − SL 6s
分母の「6s」は、データの99.7%が平均値±3σの範囲に入るという正規分布の性質に基づいています。Cp = 1 のとき、規格の幅とデータのばらつきがほぼ同じ大きさであることを意味し、規格外品が発生しやすい状態です。
The “6s” in the denominator is based on the property of the normal distribution, in which 99.7% of data falls within the range of mean ± 3σ. When Cp = 1, the specification width and the data variation are approximately equal in size, meaning the process is prone to producing out-of-specification items.
② 両側規格でかたよりがある場合(Cpk) ② Two-Sided Specifications with Offset (Cpk)
データの平均値が規格の中央からずれている(かたよりがある)場合は、Cp だけでは工程能力を正しく評価できません。そこで、かたよりを考慮した工程能力指数 Cpk を使用します。Cpk は、平均値に近い方の規格値と平均値の差を、標準偏差の3倍で割って求めます。
When the data mean is offset from the center of the specifications, Cp alone cannot correctly evaluate the process capability. In this case, Cpk — the process capability index that accounts for offset — is used. Cpk is calculated by dividing the difference between the mean and the specification limit closer to the mean by three times the standard deviation.
Cpk = |平均値に近い方の規格値 − 平均値| 3s
Cpk = | Nearer specification limit − Mean | 3s
Cpk は必ず Cp と等しいか、Cp より小さい値になります。これは、かたよりがない理想的な状態(Cp = Cpk)と比べて、かたよりがある場合は常に余裕が失われるためです。「Cpk が Cp を上回ることはない」という点は試験で頻出です。
Cpk is always equal to or less than Cp. This is because any offset from the center always reduces the available margin compared to the ideal case where there is no offset (Cp = Cpk). The fact that “Cpk never exceeds Cp” is a frequently tested point.
③ 片側規格の場合(Cp) ③ One-Sided Specifications (Cp)
上限または下限のどちらか一方のみが定められている規格を片側規格といいます。この場合は、規格値と平均値の差を標準偏差の3倍で割って Cp を求めます。
A specification with only an upper limit or only a lower limit is called a one-sided specification. In this case, Cp is calculated by dividing the difference between the specification limit and the mean by three times the standard deviation.
Cp = |規格値 − 平均値| 3s
Cp = | Specification limit − Mean | 3s
計算結果がマイナスになる場合は、マイナスをとった値(絶対値)を Cp とします。片側規格では規格の中央という概念がないため、かたよりを考慮した Cpk は計算しません。
If the result is negative, the absolute value is taken as Cp. Since there is no concept of “specification center” in a one-sided specification, Cpk — which accounts for offset — is not calculated.
※実務では、片側規格の場合に上側工程能力指数(Cpu)・下側工程能力指数(Cpl)という指標を用いることもありますが、本記事ではQC3の試験対策としてCpで説明します。
※ Note: In practical applications, the upper process capability index (Cpu) or lower process capability index (Cpl) may be used for one-sided specifications. However, this article explains using Cp in accordance with the QC3 exam curriculum.
3つの計算式の整理 / Summary of the Three Formulas
| 規格の種類 / Specification Type | 指数 / Index | 計算式 / Formula |
|---|---|---|
| 両側規格(かたよりなし)/ Two-sided (no offset) | Cp | (SU-SL) ÷ 6s |
| 両側規格(かたよりあり)/ Two-sided (with offset) | Cpk | 平均値に近い方の規格値との差 ÷ 3s / Difference to nearer limit ÷ 3s |
| 片側規格 / One-sided | Cp | 規格値と平均値の差 ÷ 3s / Difference to limit ÷ 3s |

工程能力指数の評価基準 Evaluation Criteria for the Process Capability Index
工程能力指数(Cp・Cpk)の値から、工程能力を3段階で判断します。1.33 以上であれば工程能力は十分、1.00 以上 1.33 未満であればやや不足、1.00 未満であれば不足していると判断します。
Process capability (Cp or Cpk) is evaluated in three levels based on the value. A value of 1.33 or above means process capability is sufficient; a value of 1.00 or above but below 1.33 means it is slightly insufficient; and a value below 1.00 means it is insufficient.
| 工程能力指数 / Process Capability Index | 評価 / Evaluation |
|---|---|
| 1.33 以上 / 1.33 or above | 工程能力は十分である / Sufficient |
| 1.00 以上 1.33 未満 / 1.00 or above, below 1.33 | 工程能力はやや不足している / Slightly insufficient |
| 1.00 未満 / Below 1.00 | 工程能力は不足している / Insufficient |
重要ポイント / Key Point
「1.33 以上で十分」という基準が設けられているのは、工程能力指数が 1 のときに規格外品が 0.3% 発生するため、それよりも十分な余裕を持たせるためです。規格幅を 8σ(Cp ≒ 1.33)に設定すれば、規格外品の発生確率はさらに小さくなります。
The reason “1.33 or above” is set as the criterion for sufficiency is that when the process capability index equals 1, approximately 0.3% of items fall outside the specification limits — the 1.33 threshold provides a meaningful margin beyond that. Setting the specification width to 8σ (Cp ≈ 1.33) results in an even lower probability of out-of-specification items.
ヒストグラムと工程能力指数の関係 The Relationship Between Histograms and Process Capability Index
工程能力指数はヒストグラムと組み合わせて読み取ることができます。ヒストグラムでは、データの分布が規格内に余裕をもって収まっているかどうかを視覚的に確認します。
The process capability index can be read in conjunction with a histogram. Using a histogram, you can visually confirm whether the data distribution fits within the specification limits with sufficient margin.
分布が規格幅に対して十分に小さい場合は Cp が高く、工程能力は十分です。分布が規格幅に対してほぼ同じ大きさの場合は Cp ≒ 1 であり、わずかなばらつきの増大で規格外品が発生します。分布が規格の外にはみ出している場合は Cp が 1 未満であり、工程能力は不足しています。また、分布の中心が規格の中央からずれている場合は、Cp が十分でも規格外品が発生している可能性があるため、Cpk による評価が不可欠です。
When the distribution is sufficiently small relative to the specification width, Cp is high and process capability is sufficient. When the distribution is approximately the same size as the specification width, Cp ≈ 1, and even a small increase in variation will produce out-of-specification items. When the distribution extends beyond the specification limits, Cp is below 1 and process capability is insufficient. Furthermore, when the center of the distribution is offset from the center of the specifications, out-of-specification items may occur even if Cp is adequate — making evaluation using Cpk essential.
工程能力を改善するには How to Improve Process Capability
工程能力が不足している場合、改善の方向性は大きく2つです。①分布の平均値を規格の中央に近づける(かたよりの解消)、②分布のばらつきを小さくする(標準偏差 s を小さくする)です。これら2つを組み合わせることで、工程能力指数を高めることができます。
When process capability is insufficient, there are two main directions for improvement: ① bring the distribution mean closer to the center of the specifications (eliminate offset); ② reduce the spread of the distribution (reduce the standard deviation s). Combining these two approaches raises the process capability index.
Cp が不足しているのにもかかわらず Cpk が十分な値を示すことはありません。Cpk は Cp を超えないため、まず Cp(ばらつきに対する規格幅の比率)を確保したうえで、Cpk(かたよりを含めた評価)を改善するという順序が基本です。
Cpk cannot show a sufficient value when Cp itself is insufficient. Since Cpk never exceeds Cp, the basic approach is to first secure an adequate Cp (the ratio of the specification width to the variation), and then work on improving Cpk (the evaluation that includes offset).
まとめ Summary
工程能力指数の重要ポイントをまとめます。
Here is a summary of the key points on process capability index.
- 前提条件 工程能力指数は工程が安定状態にあるときにのみ使用できる
Prerequisite — The process capability index can only be used when the process is in a stable state - 計算式は3パターン 両側規格(Cp)・両側規格かたよりあり(Cpk)・片側規格(Cp)で計算式が異なる
Three calculation patterns — The formula differs for two-sided specifications (Cp), two-sided with offset (Cpk), and one-sided specifications (Cp) - 評価基準 1.33以上が十分、1.00以上1.33未満がやや不足、1.00未満が不足(試験頻出)
Evaluation criteria — 1.33 or above: sufficient; 1.00 to below 1.33: slightly insufficient; below 1.00: insufficient (frequently tested) - Cpkは必ずCp以下 かたよりがゼロの理想状態でのみCpk=Cpとなる(試験頻出)
Cpk is always ≤ Cp — Cpk equals Cp only in the ideal case where there is no offset (frequently tested) - 改善の方向性 平均値を規格中央に近づける+ばらつきを小さくする
Improvement approach — Bring the mean closer to the specification center, and reduce variation
練習問題 工程能力指数の理解を確認しよう Practice Questions: Test Your Understanding of Process Capability Index
ここまで学んだ内容を確認するため、試験形式の練習問題に挑戦してみましょう。解答と解説は各問題の直下に記載しています。
To review what you have learned, try the following exam-style practice questions. The answer and explanation for each question are provided directly below it.
問題1 Question 1
工程能力指数に関する次の記述のうち、誤っているものはどれか。
Which of the following statements about the process capability index is not correct?
- 工程能力指数は、工程が安定状態にあることを前提として用いる指標である。
The process capability index is a measure used on the premise that the process is in a stable state. - 両側規格の場合、Cp は規格の上限値から下限値を引いた値を標準偏差の6倍で割って求める。
For two-sided specifications, Cp is calculated by dividing the difference between the upper and lower specification limits by six times the standard deviation. - かたよりを考慮した工程能力指数 Cpk の値は、Cp の値を上回ることがある。
The process capability index Cpk, which accounts for offset, can exceed the value of Cp. - 工程能力指数が 1.00 未満の場合、工程能力は不足していると判断する。
When the process capability index is below 1.00, process capability is judged to be insufficient.
解答:3 Answer: 3
Cpk は必ず Cp と等しいか、Cp より小さい値になります。Cpk が Cp を上回ることはありません。かたよりがゼロの理想的な状態のときにのみ Cpk=Cp となり、かたよりがある場合は Cpk < Cp となります。選択肢1は正しく、工程が不安定な状態では工程能力指数を用いることはできません。選択肢2は両側規格の Cp の計算式の正しい説明です。選択肢4は評価基準の正しい説明です。
Cpk is always equal to or less than Cp — it can never exceed Cp. Only in the ideal case where there is zero offset does Cpk equal Cp; when there is any offset, Cpk is less than Cp. Option 1 is correct: the process capability index cannot be applied when the process is in an unstable state. Option 2 correctly describes the formula for Cp under two-sided specifications. Option 4 correctly describes the evaluation criteria.
問題2 Question 2
ある安定状態の工程で製造される部品の長さは正規分布に従い、平均値 50.0mm、標準偏差 0.5mm である。この部品の規格上限値は 52.0mm、規格下限値は 48.5mm である。工程能力指数 Cp の値として、最も適切なものはどれか。
The length of parts produced by a stable process follows a normal distribution with a mean of 50.0 mm and a standard deviation of 0.5 mm. The upper specification limit is 52.0 mm and the lower specification limit is 48.5 mm. Which of the following is the most appropriate value for the process capability index Cp?
- 0.83
- 1.00
- 1.17
- 1.33
解答:3 Answer: 3
両側規格の Cp の計算式を用います。Cp =(規格上限値-規格下限値)÷ 6s =(52.0-48.5)÷(6×0.5)= 3.5 ÷ 3.0 ≒ 1.17 となります。評価基準より、Cp = 1.17 は 1.00 以上 1.33 未満であるため、工程能力はやや不足していると判断します。なお、平均値 50.0mm は規格の中央(48.5+52.0)÷ 2 = 50.25mm からわずかにずれているため、実際には Cpk を計算して確認することも重要です。
Using the Cp formula for two-sided specifications: Cp = (upper limit − lower limit) ÷ 6s = (52.0 − 48.5) ÷ (6 × 0.5) = 3.5 ÷ 3.0 ≈ 1.17. Based on the evaluation criteria, Cp = 1.17 falls in the range 1.00 or above but below 1.33, so process capability is judged to be slightly insufficient. Note that since the mean of 50.0 mm is slightly offset from the specification center of (48.5 + 52.0) ÷ 2 = 50.25 mm, it is also important in practice to calculate Cpk for a fuller assessment.
問題3 Question 3
問題2と同じ工程(平均値 50.0mm、標準偏差 0.5mm、規格上限 52.0mm、規格下限 48.5mm)において、かたよりを考慮した工程能力指数 Cpk の値と工程能力の評価として、最も適切なものはどれか。
For the same process as in Question 2 (mean 50.0 mm, standard deviation 0.5 mm, upper specification limit 52.0 mm, lower specification limit 48.5 mm), which of the following gives the most appropriate value of Cpk and its evaluation?
- Cpk ≒ 1.17 工程能力は十分である
Cpk ≈ 1.17 — Process capability is sufficient - Cpk ≒ 1.00 工程能力はやや不足している
Cpk ≈ 1.00 — Process capability is slightly insufficient - Cpk ≒ 0.83 工程能力は不足している
Cpk ≈ 0.83 — Process capability is insufficient - Cpk ≒ 1.33 工程能力は十分である
Cpk ≈ 1.33 — Process capability is sufficient
解答:2 Answer: 2
平均値 50.0mm に近い方の規格値を求めます。規格上限 52.0mm までの距離は 52.0-50.0=2.0mm、規格下限 48.5mm までの距離は 50.0-48.5=1.5mm です。平均値に近い方は規格下限(48.5mm)であるため、Cpk =(50.0-48.5)÷(3×0.5)= 1.5 ÷ 1.5 = 1.00 となります。評価基準より、Cpk = 1.00 はやや不足の境界値であり、工程能力はやや不足していると判断します。Cp(1.17)よりも Cpk(1.00)の方が小さい値となっており、かたよりが工程能力に影響していることがわかります。
First, identify which specification limit is closer to the mean of 50.0 mm. The distance to the upper limit (52.0 mm) is 52.0 − 50.0 = 2.0 mm; the distance to the lower limit (48.5 mm) is 50.0 − 48.5 = 1.5 mm. Since the lower specification limit is closer to the mean, Cpk = (50.0 − 48.5) ÷ (3 × 0.5) = 1.5 ÷ 1.5 = 1.00. Based on the evaluation criteria, Cpk = 1.00 sits at the boundary of “slightly insufficient,” and process capability is judged to be slightly insufficient. Note that Cpk (1.00) is lower than Cp (1.17), confirming that the offset is negatively affecting process capability.
- 危険物乙4|熱の移動の基礎知識 伝導・対流・放射 Class B, Group 4 Hazardous Materials Engineer | Heat Transfer Fundamentals: Conduction, Convection, and Radiation
- ITパスポート試験|情報セキュリティの基礎知識と対策 IT Passport Exam | Information Security: Fundamentals and Security Measures
この記事を書いた人
関連記事
-
 QC3|品質の概念・QC的ものの見方・工程管理・小集団活動・QMSの基礎知識をわかりやすく解説 QC Level 3 | Quality Concepts, the QC Way of Thinking, Process Management, Small Group Activities, and QMS Explained
QC3|品質の概念・QC的ものの見方・工程管理・小集団活動・QMSの基礎知識をわかりやすく解説 QC Level 3 | Quality Concepts, the QC Way of Thinking, Process Management, Small Group Activities, and QMS Explained -
QC3|プロセス保証・方針管理・日常管理の基礎知識をわかりやすく解説 QC Level 3 | Process Assurance, Policy Management, and Daily Management Explained
-
QC3|QCストーリー(問題解決型の8手順・課題達成型の9手順)の違いと使い分けをわかりやすく解説 QC Level 3 | QC Story: 8-Step Problem-Solving vs. 9-Step Task-Achievement Explained
-
QC3|相関係数の計算方法・性質・使用上の注意点をわかりやすく解説 QC Level 3 | Correlation Coefficient: Calculation, Properties, and Key Cautions Explained
-
QC3|管理図の考え方とX̄-R管理図の計算方法をわかりやすく解説 QC Level 3 | Control Charts and X̄-R Chart Calculations Explained
-
QC3|QC7つ道具(2) ヒストグラム・散布図・チェックシート・グラフの使い方 QC Level 3 | The 7 QC Tools (Part 2): How to Use Histograms, Scatter Diagrams, Check Sheets, and Graphs
-
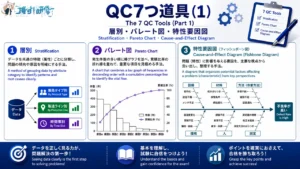
QC3|QC7つ道具(1)層別・パレート図・特性要因図の使い方 QC Level 3 | The 7 QC Tools (Part 1): How to Use Stratification, Pareto Charts, and Cause-and-Effect Diagrams
-
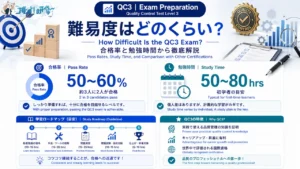
QC3の難易度は?合格率・勉強時間・他の資格との比較で徹底解説 How Difficult Is the QC3 Exam? Pass Rates, Study Time, and Comparison with Other Certifications